
























飲料工場の既設冷凍機のインバータ化と制御
Products Used: Chillers, コントロール

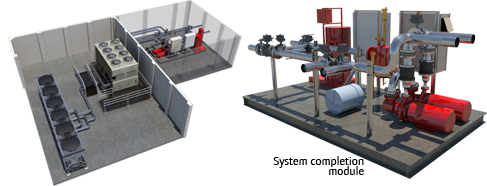
環境と共生する「ビヤフォレストサッポロ」と呼ばれる工場。 サッポロビール 九州日田工場のコンセプトは、「環境との共生」。九州屈指の水郷日田の名水をを育んだ自然を守るためにリサイクル率100%の達成や省エネ活動など積極的に環境保全に努めています。
制御システムの最適化で約30%の省エネ
概要
省エネ活動の一環として、既にトレインの高効率のターボ冷凍機をご採用いただいていましたが、実際の運転では、部分負荷での運転継続や頻繁な発停により、高効率機の能力を最大限に活かしきれていませんでした。更なる省エネのため、冷凍負荷特性に最も適した制御システムを導入し、結果的に30%以上の省エネを達成いたしました。
課題と背景
サッポロビール株式会社 九州日田工場は、「自然・環境・地域との共生」をコンセプトに、年間120,000kLの生産能力で、2000年3月に大分県日田市に竣工されました。副産物・廃棄物のリサイクル率100%維持や2001年4月 ISO14001登録など、環境保全に積極的に取り組んでいる工場です。
このような省エネ活動の一環として、工場では既にトレインの高効率のターボ冷凍機をご採用いただいており、従来の冷凍機と比較すると大きな省エ効果がありました。しかし、実際の運転では部分負荷での運転継続や頻繁な発停により、高効率機の能力を最大限に活かした制御システムとはなっていませんでした。そのため、冷凍機の特性を理解するトレインのノウハウを活かしたご提案とお打ち合わせを繰り返したのち、九州日田工場の冷凍負荷特性に最も適した制御システムの導入に至りました。
既存システムの概要
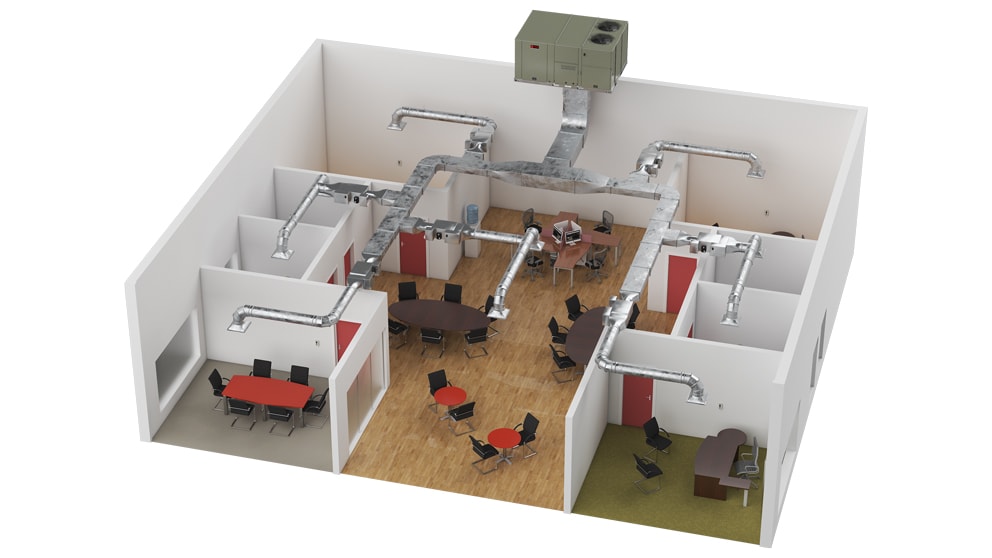
冷凍機で冷却されたブラインはブラインタンクへ送られ、タンクから2次ブラインポンプで負荷先へ供給、そしてビールの製造工程「仕込→発酵→貯酒→ろ過」の冷却用に主に使用されます。また、製造工程の冷却負荷は変動が大きく、これに合わせ要求されるブライン流量も大きく変動します。
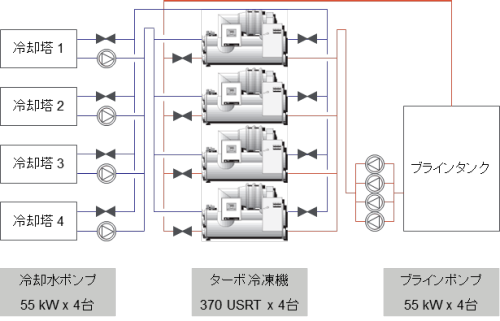
既存システム概要図
- 冷凍機 : ブライン(プロピレングリコール)出口温度-5℃で運転される当社の370USRTターボ冷凍機を4基設置。COPは3.64だが、ブラインの低温運転条件下では非常に高効率である。
- ブラインポンプ及び冷却水ポンプ : ブライン・冷却水とも55kWモータのポンプを4基設置。
- ブラインタンク : 約250m3を1基設置。
制御における問題点
ブラインタンク2次側で要求される流量と、冷凍機を循環する1次ブライン流量のバランスが悪く、ブラインタンクの蓄熱量を上手く使用できていませんでした。また、ブラインタンク温度を利用した冷凍機の台数制御もハンチングをし、適正ではありませんでした。以上の2点が複合的に作用し、製造工程で冷却負荷が大きく変動した際、冷凍機2台でまかなえるところを3台負荷運転となるなど、冷凍機が過剰な台数稼動している状態でした。
提案・改良事項
- 冷凍機台数制御 : 冷凍機1台定格主電動機 インバータ電動機に変更
- ブライン一次側ポンプ制御とインバータ設置
- ブライン二次側ポンプ制御とインバータ設置
- ブライン蓄熱タンク制御(バッファタンク)
- 冷却水ポンプ制御とインバータ設置
- クーリングタワーの制御(ファンとバルブ)とインバータ設置
導入効果
冷凍機の最適な運転と補機類の変更なしに制御システムの変更を行い、制御システムの変更前後の比較において約2,000MWh/年の電力削減を達成できました。結果的に、冷凍設備動力全体の約30%もの消費エネルギーの削減となりました。
今回の満足いく結果に至った要因としては、サッポロビール様とトレインが実運転データを元に幾度となく打合せを実施し、冷凍機の特性とビール工場の負荷特性に合った最適な制御システムの実現を追及した結果、大きな省エネを達成できたと考えられます。
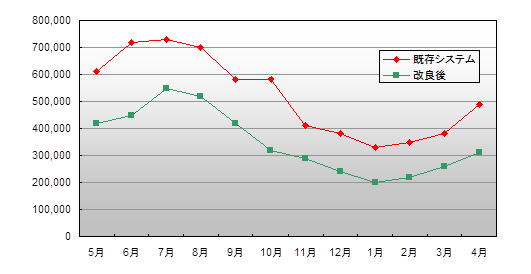
制御変更前と改良後の消費エネルギー比較